
Minulla on takanani yli 22 vuotta laatuteknologiaan perehtymistä. Matka jatkuu. Pidän laatuteknologiasta, koska se on konkreettista ja se auttaa viestinnässä sekä laadun parantamisessa.
Laatuteknologia ja alalla kehitetyt työkalut tuovat lihaa luiden ympärille. On mahdotonta ajatella tämän päivän monimutkaisessa ympäristössä, kuinka laatua voitaisiin tehdä ilman teknologiaa. Sama kuin yrittäisi itse tehdyillä siivillä räpytellä Canarialle. Lentokone on varmempi, nopeampi sekä kustannustehokkaampi tapa.
PP-ympyräkuvat vs. mallit
Seuraava esittelen yksinkertaistetusti idean, kuinka laatuteknologia voi auttaa suunnittelussa sekä osastojen välisessä kommunikoinnissa. Artikkelin tavoitteena on valottaa asiaa, että ympyräkuvien rinnalle on olemassa malleja. Malleja, joilla voidaan konkreettisesti luoda asioiden välille yhteyksiä. Tuotteen suunnittelu ja mitoittaminen sekä sen valmistettavuuden varmistaminen ovat vaikeaa. Voi tuntua ja kuulee, että se on CAD:Ilä piirustelua, mutta sitä se ei ole.
Tuotteen suunnittelu ja mitoitus on yhteistyötä siinä missä kaikki muukin. Täytyy pystyä kommunikoimaan eri tahojen kanssa ja luomaan tulevaisuudessa toimiva kuvaus siitä, mitä tuotannon odotetaan valmistavan.
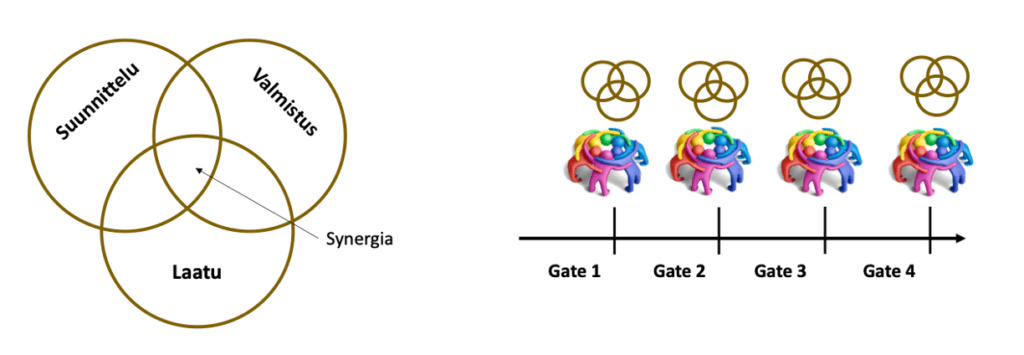
Usein Power Point -dioissa näkee ympyröitä, joilla on kuvattu yhteistyö ja aikataulutettu tämä Gate -malliin. (ks kuva 1) Päälle pulinaa ja ei muuta kun upeaan neukkariin keskustelemaan. Mutta, mistä pitäisi keskustella? Otan yksinkertaisen esimerkin toleranssien asettamiseen. Esimerkissä yhdistyvät toleranssi, valmistus ja laatutaso. Kuinka viestit sen? Vastaus: T=3*σ*Cp, eikö olekin tylsä?
T=3*σ*Cp
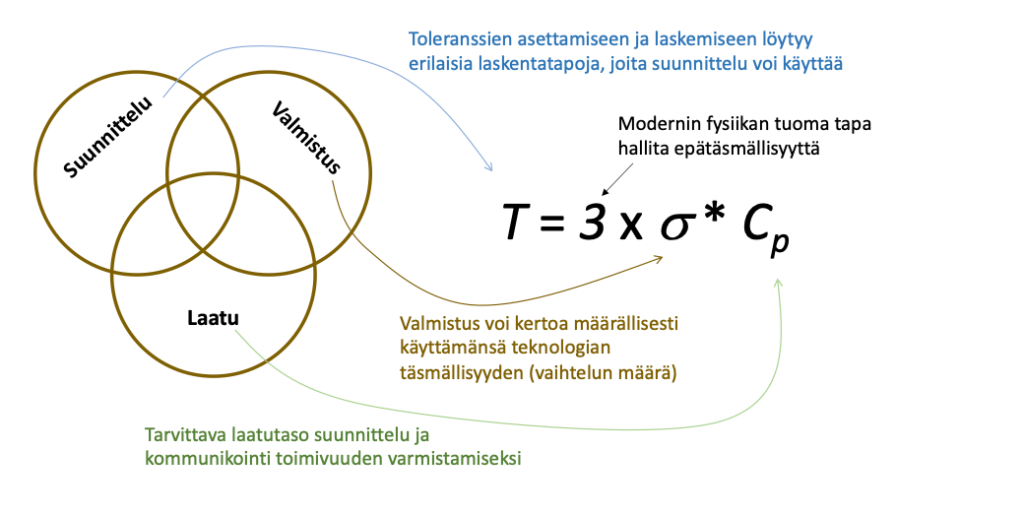
Kaava sitoo yhteen kolme tärkeää näkökulmaa ja osastoa: suunnittelu, valmistus ja laatu. Olen yksikertaistanut tässä kirjoituksessa asiaa, koska haluan kuvata, kuinka kaava kuvaa kohderyhmiltä vaadittavaa määrällistä tietoa. Kaavassa olevien termien tiedot pitää selvittää ja sovittaa kaavan osoittamilla syyseuraussuhteilla toisiin.
T=3*σ*Cp, T kuvaa toleranssia, vaihteluväliä, joka sallitaan ominaisuudella vaihdella. Suunnittelun tehtävänä on asettaa tämä. Toleranssilla (spesifikaatiorajoilla) on kaksi vaatimusta. Ajatellaan vaikka vaihteistoon tarvittavaa voimansiirtoakselia. Toisella puolella paksuuden tavoitearvoa toleranssi toimii kustannustekijänä ja toisella puolella funktionaalisena toiminnallisena rajana. Jos akseli on liian paksu, tulee liikaa materiaalia ja ”liian” kestävä. Jos taas se on liian ohut, on akseli liian heikko, vaikka onkin ”halvempi”. Toleranssien ulkopuolella asiakas- ja tuottajatyytyväisyys kärsii.
Kaavassa 3 tulee 16.5.1924 tohtori Walter A. Shewhartin luomasta teoriasta. Uudesta paradigmasta, joka kuvaa yleisesti prosessien ja systeemin vaihtelun määrää keskihajontojen lukumääränä. Tämä +/- 3 standardipoikkeaman hajonta kuvaa vaihtelun määrää, jonka sisältä ei voi säätää tai poikkeamalle hakea yksittäistä syytä. Tämä vaihtelun määrä voidaan suunnitella, koska se on ennustettavissa. Lyhyesti kolmonen on eräänlainen vakio.
Kaavassa σ on valmistusprosessin hajontaa kuvaava vaihtelun mitta. σ on tilastotekniikassa käytetty kuvaamaan standardi poikkeama. σ avulla tuotanto kertoo suunnittelulle ja laadulle, mihin täsmällisyyteen he pystyvät.
Cp on Capability index. Suorituskykyindeksi, jonka Joseph M. Juran esitteli vuonna 1979 ja joka on tänä päivänä yleisesti käytetty tunnusluku. Cp-luvun avulla kuvataan haluttu laatutaso. Laatutasoon vaikuttavat mitoitettavan asian kriittisyys ja suunniteltavan systeemin monimutkaisuus. Tänä päivänä käytetään Cp-lukua 2.
Edellä esitetty ympyräkuva ja kaavan yhteydet ovat selkeät. Yhteydet ja roolit on kuvattu kuvassa 2.
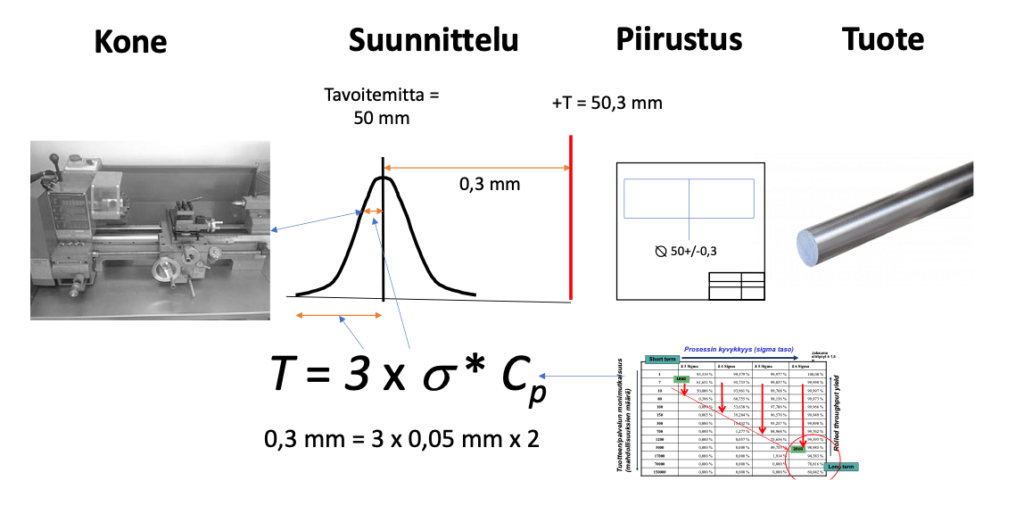
Kaava yhdistää valmistuksen, teorian, vaadittavan laatutason ja toleranssin. Näin voidaan luoda esimerkiksi alkutoleranssit, joka luo pohjaa varsinaiselle toleranssianalyysille. Kuvassa 3 kuvaan ideaa tarkemmin.

Laatutekniikka tuo konkreettisen työkalupaketin osaajiensa käsiin. Laatuinsinöörin osaamispohja (BOK – Body Of Knowledge) on määritelty mm. ASQ:n American Society for Quality tai Euroopan laatuorganisaatio EOQ:n European Organisation of Quality. EOQ:n pohja on vielä luonnosvaiheessa, mutta ohessa ASQ:n osaamispohjan runko.
Tällä hetkellä kattavin ja suosituin tapa tutustua laatutekniikkaan on Lean Six Sigma Black Belt -koulutus tai Design for Six Sigma, jotka antavat oppimiselle kattavan peruspohjan. Tämän lisäksi on olemassa lukuinen määrä erilaisia yksittäisiä koulutuksia laatujohtamiseen, tilastolliseen prosessin ohjaamiseen (SPC – statistical process control), tutkimusmenetelmiin (Taguchi -kokeet tai DOE – Design of experimets) sekä ongelmanratkaisuun (RCA – Root Cause Analysis) ja asiakastarpeen tunnistamiseen (QFD – Quality Functional Deployment).
Minulla on takana yli kahdenkymmenen vuoden opiskelu aiheesta ja se jatkuu. Olen ollut useissa eri organisaatioissa ja saanut soveltaa laatutekniikkaa tai vastaavia kehitysmenetelmiä liki 40 000 tuntia. Olen aina iloinen, kun saan ihmiset oivaltamaan, kuinka käteviä ja konkreettisia laatuteknologian työkalut ja konseptit ovat. Oivalluttaminen eli opettaminen jatkukoon!
Lähteet:
- Harry, J. M. & Stewart, R. 1988. Six Sigma Mechanical Design Tolerancing. Motorola University Press
- The Certified Quality Engineer Handbook, Fourth Edition, 2017
- https://www.eoq.org/wp-content/uploads/EOQ-CoS-QE_2021_Final-draft_Dec_2021.pdf


2 kommenttia aiheesta “Konkretiaa vai korulauseita?”
Kommentoi artikkelia
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Tutustu kurssitarjontaamme!


Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Hei,
onko T koko toleranssialue vai puolet? Kaavan selityksessä ”T=3*σ*Cp, T kuvaa toleranssia, vaihteluväliä, joka sallitaan ominaisuudella vaihdella.” T näyttäisi olevan koko toleranssialue (vaihteluväli), mutta kuvassa 3. ”Kuva 3. Yksinkertainen esimerkki lähtötoleranssin asettamisesta.” on kyse toleranssialueen puolikkaasta. Onko tässä ristiriita tai tekstin tarkentamisen paikka?
Hei
Puolikasta (tai tarkemmin etäisyyttä molempiin rajoihin) se tarkoittaa. Cp on suunnitteluparametri (tässä). Cp ja Cpk -laskenta ovat eri asia. Prosessin suorituskykylaskennassa Cp ja Cpk tarkoittaa sitä, mitä kysymykselläsi tavoittelet. Cp ja Cpk eron avulla voidaan kuvat prosessin keskittymistä. Cpk vaatimus kirjoitetaan laadunohjaussuunnitelmaan. Tässä mitoitetaan.