
En malta olla siteeraamatta juuri ilmestynyttä professori Esko Valtaojan kirjaa ”Kaiken käsikirja – Mitä jokaisen tulisi tietää” (Ursa, 2012). En siksi, että alkujaan opiskelin kvanttifysiikkaa, vaan siksi, että kirja on erinomainen ja kuvaa hyvin tiedettä ja luontoa – siis myös laatua ja sen parantamista. Luonnonlaeistahan on kysymys. Esko Valtaoja toteaa, että on olemassa kaksi luotettavaa teoriaa – kvanttifysiikka ja suhteellisuusteoria. Six Sigma ja Lean ovat sovellutuksia kvanttifysiikasta. Älä pelästy, ei se niin vaikeaa ole, vaikka joskus hämmästyttävää!
Valtaoja toteaa, että ”yrityksen ja erehdyksen kautta hankitulla kokemusperäisellä tiedolla on kuitenkin rajansa”. Tämä lause tuli mieleeni lukiessani toista erinomaista kirjaa: Joyce Orsinin ”The Essential Deming – Leadership Principles from the Father of Quality” (2012). Tähän kirjaan on koottu kaikki keskeiset Demingin kirjoitukset. Deming -uskovaisena suosittelen tätä kirjaa kaikille. Deming toteaa ”Kokemus itsessään ei opeta mitään ilman teorian johdatusta ja tilastollista vertailua aiheeseen liittyvään teoriaan”. Mikä on Sinun teoriasi parannuksessa? Kuinka Sinä vertaat omaa näkemystäsi teorioihin?
Nämä molemmat lausahdukset tulivat mieleeni, kun pohdin lähes 40 vuotta kestänyttä parantamisen uraani Evoxista Valcoon, Salcompiin ja Kemppiin ja muihin satoihin, jopa tuhansiin yrityksiin. Enhän oikeastaan ole tehnyt mitään muuta sen jälkeen kun vuonna 1972 aloitin elektronifysiikan laitoksella assistentin työt.
Mikä minun huoleni on? Monet opiskelijat, koulutettavat, eivät näytä tuntevan teorioita, joita luonto noudattaa. Paino sanalla noudattaa! Jos universumin hallitsemiseksi tarvitaan neljä lakia, niin Six Sigman ja Leanin hallintaan kaksi – vaihtelun teoria (Shewhart 1931) ja jonoteoria (Littlen laki 1961).
Six Sigman ja Leanin lait?
Six Sigman laki, jota usein kutsun ”laatuteoriaksi, SPC = Statistical Process Control”, kertoo sen hyvin karun totuuden, että vain 3 -sigmarajojen ulkopuolella oleviin tapahtumiin löytyy (erityis)syy ja keskellä on systeemi, johon ei voi yksinkertaisin menetelmin löytää syytekijää. Wikipedia määrittelee tämän 1. Koostuu monesta, toisiinsa vaikuttavasta osasta ja 2. nämä osien vaikutukset ovat vaikeasti selitettävissä. Tästä johtuen Deming, kuten monet muutkin ovat todenneet, että vain koesuunnittelulla (Design of Experiments, DoE) voimme murtaa ”lukon” ja antaa selityksen komponenteille ja hyödyntää komponenttien vaikutuksia suoritusarvon parantamiseksi. Siis yrityksen tuloksen parantamiseksi. Tästä on kysymys Six Sigmassa. Tämä on Demingin sanoma. Kuinka parantaa systeemiä? Mikä on se LAKI? Don Wheeler on usein kirjoituksissaan todennut, että tarvitaan vain ImR-ohjauskäyrä, suodatin ja kaavakin on yksinkertainen [1]:
CLx = Xbar ± E2 * R bar
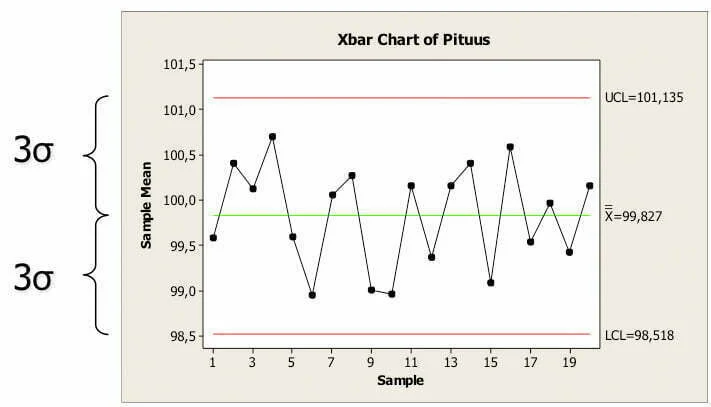
Yhtälössä CL on ohjausraja, Xbar on systeemin keskiarvo ja siten vaikein, vakio E2 = 2,659. Tämän vakion laskemiseen meni Princetonin yliopistolta 20 vuotta eikä sen arvoa pysty yliopiston matematiikan osaava laskemaan. Siis kunnioitusta! Rbar on vaihteluvälin keskiarvo. Tässäpä tämä komeudessaan. Olen tasan 30 vuotta opettanut, mitä SPC tarkoittaa. Kuinka moni rikkookaan tätä lakia. Tulen aina surulliseksi, kun sattumasta (3 sigma rajojen sisältä) tutkitaan ”reklamaatioita” ja ollaan löytävinään jotain – laihoin tuloksin. Mitä tuhlausta!
Leanin laki on professori John Littlen vuonna 1961 löytämä jonoteorian laki. Jonohan yrityksissä on – on kysymys sitten tuotanto- tai palvelutoiminnasta. Littlen laki sitoo yhteen virtauksen, keskeneräisen työn ja läpimenoajan.
Siis:
TH=WIP/LT
Jossa
TH= Troughput, läpimeno esim kpl/päivä
WIP = Work-in-Process keskeneräinen työ esim. kpl ja
LT= Lead Time, läpimenoaika esim. päivä.
Kaava perustuu jonoteoriaan. Siispä, jos haluat läpimenoaikaa saada puolittumaan ja samalla parannat toimitusvarmuutta, puolita WIP. Toki saat saman, kun kasvatat kapasiteettia kaksinkertaiseksi!? Mielestäni jokaisen Lean-asiantuntijan, tuotanto- ja tuotannonohjauspäällikön olisi syytä tuntea Littlen laki ja sen käyttö. Tarkemmin aiheesta erinomaisessa kirjassa Wallace J. Hopp, Mark L. Spearman: ”Factory Physics” 2008.
Olemme vahvasti perustaneet koulutuksemme tieteelliseen argumentointiin. Opiskelemme jatkuvasti. Kouluttajamme insinööri Antti Piirainen valmistelee DI-työtä vaihtelun yhdistämisestä jonoteoriaan ja sen soveltamisesta. Uskon, että siitä tulee käänteentekevä. Antti opettaa Leania, Six Sigmaa ja muita tilastollisia menetelmiä.
Lean ja Six Sigma ovat parannusmenetelmiä. Jos niitä käytetään oikein, parannuksen onnistumisen todennäköisyyttä voidaan merkittävästi lisätä (2-3 % -> 80-90 %). Tiedon kasvaminen perustuu teorian ja kokemuksen vuorovaikutukseen, kuten aiemmin jo osoitin. Six Sigma ja Lean ovat hyvin läheistä sukua toisilleen. Yhteistä niille on, että yritetään vastata kolmeen tai neljään kysymykseen – Mitä yritämme saada aikaiseksi ja millä menetelmillä (teoria)? Kuinka tiedämme, että tekemämme muutos on parannus (mittaus)? Mitä muutoksia on tehtävä, jotta tulos olisi parannus (DoE)? Niin Leanin ja Six Sigman taustalla on muutoksen kokeilu tai testaus Demingin ympyrällä siis DoE:lla.
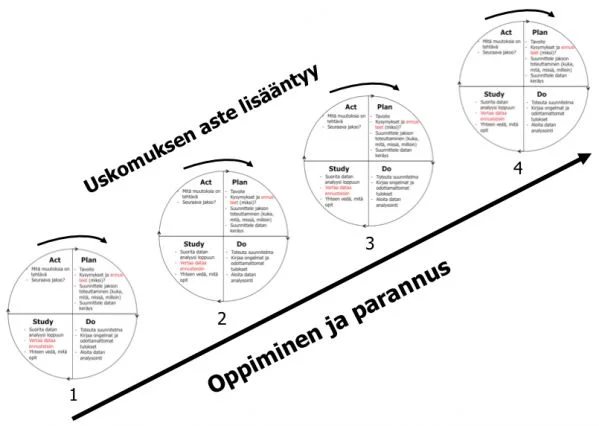
Alkujaan tämän pragmaattiseen filosofiaan liittyvän tekniikan esitti Walter A. Shewhart 1931. Testauksen ja kokeen (DoE) osuus on kuitenkin enemmän korostunut Six Sigmassa kuin Leanissa. Lean -caseista harvoin löytää erillistä testausta – toimiiko 5S, kanban, SMED tai joku muu yrityksessämme ennen soveltamista? Onkohan esiteltävät caset valikoituneet onnistuneista? Six Sigma on kasvanut testauksen (DoE) ympärille. Kaikki käyttöönotettavat systeemitasoiset muutokset on testattava ja todistettava parannukseksi! Six Sigma -caset ovat pääsääntöisesti DoE-caseja!
Lean
Leanissa muutos kohdistuu aktiviteettien väliseen tilaan eli jonoon, joka muodostaa vääjäämättä WIP:ä, jota kutsutaan myös yhdeksi hukan muodoksi (waste). Kaikki aktiviteetit, jotka eivät lisää arvoa, ovat hukkaa. Hukkaa vähentämällä prosessin virtaus tasaantuu, paranee ja kustannukset alenevat. Hukan poistaminen on yhtä kuin muutos – jos valitsee oikean hukan, joka vaikuttaa yrityksen kokonaistulokseen. Tällöin on kyseessä parannus. Muussa tapauksessa vain monimutkaisuus lisääntyy. Valinnan ja testauksen helpottamiseksi on luotu erilaisia Lean -työkaluja kuten arvovirtakuvaus. Leania meillä kouluttaa Antin lisäksi Jouni Väisänen, jolla on pitkäaikainen kokemus tuotannon johtamisesta 1987-2007. Tuloksena Suomen Laatuyhdistyksen laatupalkinto vuonna 2000 Lean ja TOC -teorialla. Työstä on Tanjan tekemä kirja ”Laatujohtamisoppien soveltaminen PK-yritykseen”.
Six Sigmassa päähuomio on ensisijassa prosessissa ja aktiviteetissa ja sen vaihtelussa, siis laadussa. Jos vaihtelua ei olisi, Lean olisi turha. Leaninkin, hukkien, takana on vaihtelu, satunnaisuus. Vaihtelua pienentämällä prosessin suorituskyky, laatu ja virtaus paranevat. Vaihtelu on seurausta syytekijöistä (juurisyyt, root causes). Jos pystyy valitsemaan oikeat tekijät, parametrit ja tekemään niihin muutoksen tai estämään niiden muuttumista, on kyseessä parannus. Tässä erinomaisena apuneuvona on teoria ammattiosaamisen lisäksi. Six Sigma laajennettiin 2002 alussa käsittämään myös hukan eri muodot (hukka = parametri). Tänä päivänä puhutaankin Lean Six Sigmasta.

Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.