
Ongelmat ja niiden ratkaisut ovat aihe, josta on kirjoitettu aiemminkin. Kuvassa yksi oleva nelikenttä on useiden artikkeleiden vakiokuva. Miksi? Siksi, koska kuva auttaa hahmottamaan ja jakamaan ongelmat eri luokkiin ja ratkaisukeinoihin. Onnistunut diagnoosi ja menetelmien valinta ovat tärkeä osa onnistunutta kehitys- ja parannustoimintaa.

Edellinen artikkelini käsitteli suorituskykyongelmia, joihin ei ole tunnettua ratkaisua (Lean Six Sigma, suorituskyky ja monimuuttujakokeet). Keinona näiden ongelmien ratkaisuun käytetään mm. Lean Six Sigmaa. Jatkan nyt suorituskykyongelmasta, mutta nyt käsittelen nelikentän vasempaa alareunaa. Ongelmaa, joka on monimutkainen, ja joka vaikuttaa suorituskykyyn, jonka ratkaisu on ennalta tunnettu. Mitä tarkoittaa tunnettu ratkaisu?
Tässä yhteydessä ei saa sekoittaa käytännön ratkaisua ja teoreettista ratkaisua keskenään. Jos on nälkä, ratkaisu on teoreettisesti syöminen, mutta käytäntö on sitten sitä, että ratkaistaan mitä käytännössä syödään. Jos konteksti on monimutkainen, tarvitaan tähän usean asiantuntija yhteinen näkemys ja osaaminen. On eri asia syödä maanpinnalla Lahdessa kuin avaruusasemalla Marsissa.
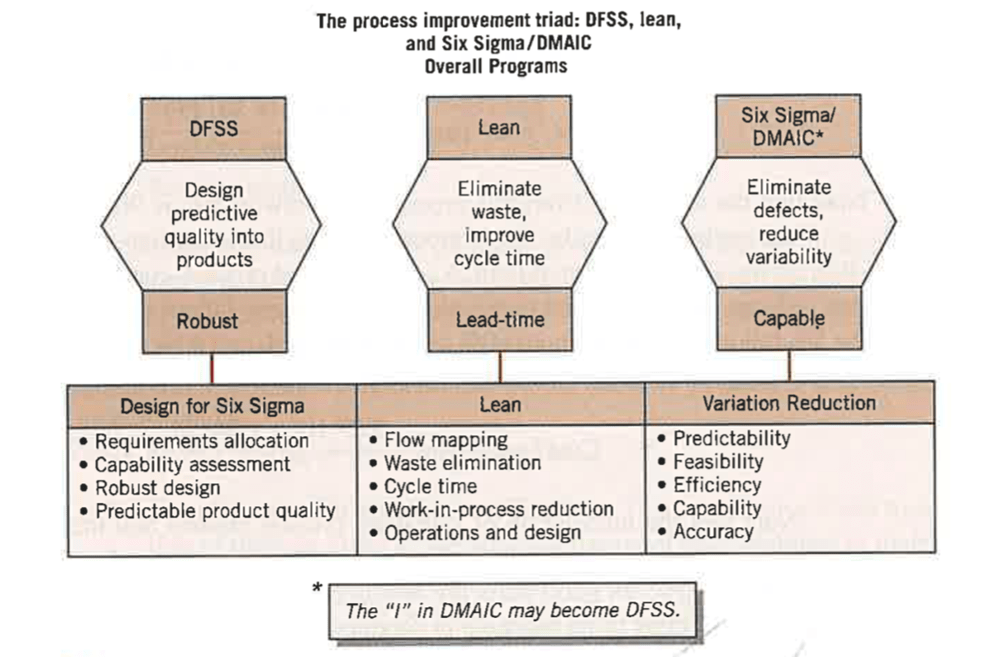
Saman asian, D.C. Montgomery esittelee kirjassaan Introduction to Statistical Quality Control alla olevassa kuvassa 2. Hän jakaa tuntemattomat ratkaisut (kuva 1, oikea alareuna) suorituskyvyn parantamiseen (Lean Six Sigma DMAIC), eli olemassa olevan prosessin suorituskyvyn parantamiseen ja uudelleen suunnitteluun (Design for Six Sigma), jossa prosessista suunnitellaan robustimpi (epäherkempi häiriöitä kohtaan).
Läpimenoajan lyhentäminen kuuluu siis tunnettuihin ratkaisuihin eli nelikentän vasempaan alareunaan. Tehdasfysiikka – operaatiotieteet – tarjoavat teoreettiset ratkaisut moniin Lean -sateenvarjon alla oleviin ongelmiin. Kirjassaan The Lean Toolbox John Bicheno ja Matthias Holweg esittelevät viisi mallia, jotka luovat Leanin teorian.
Leanin takaa löytyy viisi tärkeää mallia, joiden ymmärtäminen helpottaa huomattavasti tavoitteiden saavuttamista. Nämä samat viisi mallia ovat käyttökelpoisia niin palvelussa kuin tuotteiden valmistamisessa tunnettujen ongelmien ratkaisemiseen.
Kingmanin yhtälö – auttaa ymmärtämään jonojen muodostumista sekä kapasiteetin ja kysynnän suhteen suunnittelun ja ohjauksen tarpeen tärkeyttä
Littlen laki – kuvaa jaksoajan muodostumisen sekä sitoo läpimenon, keskeneräisen työn ja jaksoajan riippuvuudet toisiinsa
Kriittinen WIP ja Lean Zone – optimitilanne nykytilassa ja optimaalinen ”hukkataso” nykytilanteessa
Bufferit – vaihtelua voidaan kompensoida kolmella keinolla (hukalla): aika (asiakas odottaa), varasto (osat ja materiaalit odottavat) ja kapasiteetti (kone, linja tai työntekijä odottaa)
Varaston trade-off -käyrät – palveluasteen ja varaston välinen suhde
Jos ongelmana ovat mm. varastot, keskeneräinentyö, odotukset, ylituotanto, kuljetus, jaksoaika, liian suuret erät, on teoreettiset ratkaisut näiden hävittämiseen olemassa. Ohessa kaksi esimerkkiä:
- Jos jaksoaika (läpimenoaika) on liian pitkä, Littlen laki (Artikkeli: Onko kaikki erilaista vai ei?) kertoo mitä pitää tehdä: 1. laske keskeneräisen työn tasoa, ja/tai 2. kasvata läpimenoa.
- jos palvelu- tai tuotantopisteelle kertyy jonoa tai työtä, syy löytyy Kingmanin yhtälön (Artikkeli: Onko kaikki erilaista vai ei?) elementeistä; 1. jono johtuu joko liian suuresta vaihtelusta odotuksiin nähden, 2. pistettä kuormitetaan liikaa, tai 3. työn tekeminen kestää odotettua kauemmin.
Kingmanin yhtälö ja Littlen laki ovat kaksi keskeistä yhtälöä, joiden tunteminen ja käyttäminen auttaa useassa ”Lean -parannuksen” suunnittelussa. Mikään kaava ja malli ei itsestään riitä, mutta ne ohjaavat tekemistä. Käytännön soveltaminen on seuraava ja tärkeä vaihe. Mutta ratkaisun ollessa tiedossa, helpottuu käytännön työ. Käytännön soveltaminen on oma työnsä ja tämä tarvitsee tuekseen PDSA -mallin soveltamista. Lean -asiantuntijan tai -johtajan työtä auttaa kuitenkin merkittävästi, jos hän ymmärtää syy-seuraussuhteet, miksi ei toivottu tilanne on syntynyt.
The Lean Strategy -kirjassa Lean-strategia on osaamisella kilvoittelua. Osamaisen kyvykkyyden kehittämistä, jotta kyetään näkemään nykyinen toiminta uusista näkökulmista ja uusia mahdollisuuksia.
Kuvien 1 ja 2 ongelmien jakaminen ja useiden eri kehitysmenetelmien oppiminen ja sisäistäminen ovat tärkeää kenelle tahansa, mutta etenkin kehitys- ja parannustoimintaa harjoittavien osalta.
Hyvä teoria auttaa ymmärtämään mitä tullaan saavuttamaan, ennen kuin mitään on tehty. Jos yrität työntää kuuden tuuman tankoa neljän tuuman reikään, on epäonnistuminen ilmiselvää. Kun kyseessä on vaihtelu, suorituskyky ja ongelmat, asiat ovat abstraktimpia. Se mitä et tiedä, sitä et tiedä. Siispä on hyvä oppia lisää.
Lähteet:
- Douglas C. Montgomery: Introduction to Statistical Quality Control, (2013)
- J. Bicheno, M. Hollweg.: The Lean Toolbox, (2016)
- Michael Balle, Daniel Jones, Jacques Chaize ja Orest Fiume: The Lean Strategy, (2017)
- Roger W. Hoerl ja Ronald D. Snee: One Size Does Not Fit All – Identifying the right improvement metodology, Quality Progress, May 2013

Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.