
Lean konfliktissa kustannuslaskennan kanssa – Leanin ja Six Sigman tuottavuus ja kannattavuus
Lean ja Six Sigma ovat olleet yritysten keskiössä kehitettäessä tuottavuutta ja kannattavuutta. Lean ja hukan poisto on lisännyt jatkuvasti suosiotaan ja samalla siihen kohdistuneet taloudelliset odotukset ovat myös kasvaneet.
Valitettavan moni ilmoittaa kuitenkin pettyneensä Leanin aikaansaamiin taloudellisiin tuloksiin. Tämä on ymmärrettävää. Jo 1990-luvun alussa huomattiin, että Lean, silloin tosin nimellä JIT/JOT, on ristiriidassa vallitsevan tulos- ja kustannuslaskennan kanssa. Törmäämme tähän lähes viikoittain.
Yrityksissä on voitu saavuttaa Leanilla/1/ merkittäviä tuloksia:
- Suuri läpimenoajan lyheneminen
- Parantunut laatu – vähemmän romua ja uudelleen tehtäviä töitä
- Parantunut toimitusvarmuus
- Pienentynyt tilan tarve
- Varaston kiertonopeuden paraneminen
ja kuitenkin tulos- ja kustannuslaskenta osoittaa, että
- Liikevaihto pysyy samana, vaikka läpimenoaika on lyhentynyt merkittävästi
- Valmistuskustannukset pysyvät samana, vaikka enää ei tehdä ylitöitä ja uudelleen tehtävä työ on vähentynyt ja laatu parantunut
- Toiminnallinen tulos laskee, vaikka varastoarvot (pääoma) laskevat merkittävästi
- Muutkaan taloudelliset indikaattorit eivät parane, vaan jopa heikkenevät
- Myynti per työntekijä pysyy samana tai laskee
- Keskimääräinen kustannus per myyty yksikkö kasvaa, kun sen pitäisi laskea
Varmaan moni on havainnut, että Leanista keskusteltaessa ei paljoakaan argumentoida tulos- tai kustannuslaskennan termein vain Lean-termein. Taloudellinen tulos vaietaan kuoliaaksi.
Leanissa sinänsä ei ole ongelmaa. Ongelma on Leanin säästöjen ja käytössä olevan tulos- ja kustannuslaskennan välillä oleva vakava konflikti, jota on yritetty ratkaista erityisellä laskennalla parin kymmenen vuoden ajan, Lean accounting/1/. Mistä on kysymys?
Nokka kohti LAATUA ja TUOTTAVUUTTA!
Lean Six Sigma on menetelmällisesti hyvin määritelty. Saimme vuonna 2014 Six Sigmaan standardit – SFS ISO 13053 1-2; Prosessin kehittämisen kvantitatiiviset menetelmät – Six Sigma; Osa 1: DMAIC-menetelmä ja Osa 2: Työkalut ja tekniikat.
Nämä standardit selkeyttävät ja helpottavat merkittävästi niin yrityksiä kurssin ostamisessa kuin myös Six Sigma -kurssilaisia. Standardeista näet, mitä Six Sigma on ja mitkä ovat menetelmät ja tekniikat, joita käytetään. Tämä on myös selvää valuuttaa työmarkkinoilla!
Lean Six Sigma -projektien keskimääräiset nettotuotot ovat n. 40 000 – 200 000 € / projekti / vuosi ja parhaimmillaan lähellä 10-20 milj. €/projekti kansainvälistenkin tutkimusten mukaan. Tämä arvio on yhtenäinen QKK:n kursseilla käyneiden sertifioitujen projektien kanssa. Annamme sertifikaatin projektityötä ja kirjallista raporttia vastaan (joitakin caseja löytyy sixsigma.fi -sivuilta). Toki yksittäisiä miljoonien eurojen huipputuloksia meilläkin on lukuisia, mutta keskiarvoon niitä ei lasketa. Haluamme antaa realistisen kuvan, ei unelmia! (Huom: Lean Six Sigma -projektin valinta poikkeaa merkittävästi Lean -hankkeista.) Lean Six Sigma -projekteiksi valitaan taloudellisesti tuottavat projektit.
Leanin (tai Lean manufacturing) osalta menetelmän standardointi ei ole vielä edennyt, joten Lean -nimen ja käsitteen ympärillä voidaan kouluttaa ja esittää melkein mitä tahansa tai väittää mitä tahansa. Tämä on harmi. Syntyy ennakko-odotuksia ja pettymyksiä. Leanin edut ja huikeat mahdollisuudet saatetaan menettää! Yleisesti kuitenkin Lean -menetelmänä tunnettu filosofia ja tekniikka liitetään erinomaisiin kirjoihin Womak, Jones: Lean Thinking/2/ ja Likert: Toyotan tapaan/3/.
Lean ja Six Sigma – Demingin systeemi
Haluan nostaa yhden keskeisen sekaannusta aiheuttavan seikan esille Leanista: hukka, waste, joka ei ole sama kuin kustannus. Hukka = ei asiakasarvoa lisäävä aika tai toimenpide, NVA. Tähän termiin ei voi olla törmäämättä. Tämän Lean -prosessiin liittyvän termin vastintermi tuotteissa ja palveluissa on laatuhävikki, Quality loss, jonka Genichi Taguchi esitteli 1950-luvulla konsultoidessaan 10 vuoden ajan Toyotaa. Laatuhävikki on sosiaalisen yhteisön kokema hävikki, kun tuote poikkeaa nominaaliarvosta, tavoitearvosta. Ilmeisesti tästä Ohno ja kumppanit laajensivat sen Toyotan tuotantoon eli aikavaihteluun ja sen pienentämiseen eli lisäarvokäsitteeseen. 100 % lisäarvo, Value add, VA.
Alkujaan idea kuitenkin tulee W. Edwards Demingiltä ns. systeemikuvasta/4/. Tämä on Demingin ympyrän lisäksi kaikkein eniten referoitu kuva. Olen lisännyt kuvaan systeemirajan (punainen katkoviiva), jonka sisällä/rajoilla tapahtuu ”kustannuslaskenta”, joka on osaoptimointia. Karkeasti ottaen, kun raha tulee sisäänpäin, on kysymys tulosta ja kun se menee ulospäin, on kysymys kulusta. Systeemin ”sisällä” ei ole tuloja eikä menoja!
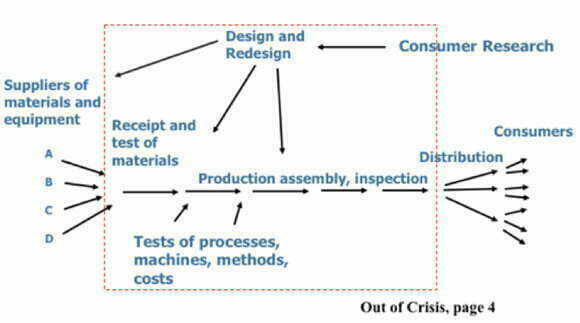
W. Edwards Deming määritteli yrityksen systeemiin kuuluvaksi asiakkaat, kuluttajat (consumers) ja näin myös toimittajat sekä määritteli optimoinnin koskemaan tätä kokonaisuutta niin, että tuote ja palvelu optimoidaan tätä tarkoitusta vasten samoin kuin sen tuottaminen. Näin myös Leanissa!
Palvelun ja tuotteen hävikkifunktio
Hävikkifunktion (Quality loss function) termin tullessa julkisuuteen 1980-luvulla tuotteiden ja palvelujen laadun yhteydessä me laatuihmiset ihmettelimme, miten on mahdollista, että 1000 markan reklamaatiota Toyota korjasi miljoonan markan investoinneilla! Perustelunkin saimme tietää Toyotan osatoimittajalta Nippon Densolta – Taguchin hävikkifunktio, Quality Loss Function, ja tästä laskettu yhteisöhävikki, joka saattoi olla 10 miljoonaa markkaa, josta miljoonan markan panostus on ok, eikö totta? Vaikka ei olisi yhtään reklamaatiota, hävikkiä syntyy ja näin myös tuotetta/palvelua on parannettava. Kuvassa 1 ja 2 tilanne.
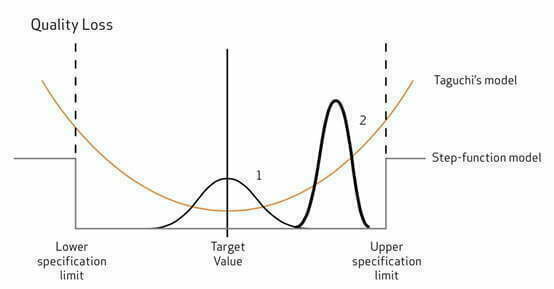
Mistä on kysymys? Mitoituksesta? Toleranssit, spesifikaatiot rajaavat systeemin tarkastukseen, inspection. Jos laite toimii lopputarkastuksessa ja vaihtelu on spesifikaatioiden sisällä, laite on hyvä tuottajan mielestä, mutta todellisuudessa laitteet aiheuttavat hävikkiä asiakkaalle kuvatun käyrän mukaisesti. Keskimääräinen tuotetta kohden syntyvä hävikki ja koko tuotannon asiakkaille koskeva hävikki voidaan laskea esimerkiksi euroissa L=A0/Δ2{σ2+(μ-T)2}.
Olen käsitellyt hävikkifunktiota ja sen laskentaa kirjassani ”Tuotteen ja prosessin optimointi – Taguchi menetelmä”/5/ ja toleranssisuunnittelukursseillamme. Meillä on länsimainen toleranssimitoitus, joka perustuu osien vaihdettavuuteen ja japanilaisilla oma JIS-standardi (hävikkifunktio) mitoitus, joka perustuu asiakkaan kokemukseen.
Taguchin, Six Sigman ja Leanin konseptin mukaan asiakkaat tunnistavat myös poikkeamia, jotka ovat toleranssien sisällä ja suosivat pienimmän poikkeaman omaavia tuotteita ja niiden valmistajia tulevissa hankinnoissaan. Ja totta tosiaan Toyotasta on tullut johtava automerkki ja johtava tuotantoprosessin omaava. Toleranssit eivät takaa kuin osien vaihdettavuuden, eivät laatua! Ne ovat osaoptimointia ja kustannuslaskenta johtaa harhaan. Sama ”harha” sisältyy myös valmistus- ja palveluprosesseihin!
Tästä opista muotoutui sitten Motorolan Six Sigma -menetelmä ja autotehtaat asettivat alihankkijoilleen vaatimukseksi Cp>2, Six Sigma -laatutaso ja ratkaisivat kustannuslaskennan konfliktin hankintavaatimuksella. Aiemmin hyväksytystä 1-2 %:n virhetasosta (optimikustannustaso) siirryttiin 3,4 virhettä miljoonassa ajatteluun eli Lean Six Sigmaan ja sen menetelmään!
Käytännössä mihin tahansa Six Sigmaa ei sovelleta vaan projekti valitaan yleensä niin, että vähintään projektikustannukset saadaan takaisin ”vanhan laskentatavan”, kapeamman systeemirajauksen puitteissa! Emmehän me mihinkään kustannuslaskentaa voi poistaa/muuttaa ainakaan lyhyellä tähtäimellä. Yhtä vähän voimme yhtä äkkiä lopettaa ympäristöpäästöt. On edettävä vaiheittain ”hivuttamalla”.
Asia muuttuu toiseksi, jos tuotteet suunnitellaan jo alkujaan Six Sigma -tasolle. Silloin asiakas ja hänen kustannuksensa voidaan huomioida ja ottaa optimoinnin piiriin ja yllättäen koko rakenteesta tulee halvempi kuin vanhalla tavalla. Silloin menetelmä on DFSS eli Design For Six Sigma.
Lean-tuotanto – Virtauksen hukka
Luin mielenkiintoisen artikkelin Boeing -lentokonetehtaalla toteutetuista Lean-projekteista ja kustannuksista/6/. Huikeat Lean-hukkasäästöt:
45 % reduction in cycle time,
28 % reduction in labor costs,
60 % reduction in time lost due to anomalies,
24 % reduction in Non-Conformances,
89 % efficiency rate.
Laskennallinen Lean -säästö oli $24M ja todellinen kustannuslaskennasta saatu säästö vain $1,4M eli noin 5% lasketusta ”hukkasäästöstä”. Projekti koski USA:n armeijan hankintaa. Pidän Boeingia yhtenä parhaimmista Lean -soveltajista. Miten selittää $24M ja $1,4M ero?
Lean-hukka, waste, on kaikki se, joka ei lisää arvoa asiakkaalle (consumer), non-valueadd, NVA. Laaja asiakkaat kattava systeemikuva. Usein luetellaan muda, muri ja mura hukat tai vain 7 hukkaa. Kustannusajattelussa pyritään sen sijaan rajaamaan kustannukset luovutushetkeen asti (inspection, punainen katkoviiva). Siis kapea systeemikuva!
Lean-ajattelu tuo hukkasäästöä (waste) tuotantoon samoin kuin Six Sigma tuo hävikkisäästöä (loss) tuotteisiin ja palveluihin, jos optimointiin otetaan mukaan asiakas ja hänen tarpeensa. Siis otetaan vakavasti huomioon reklamaatiot, toimitushäiriöt, hoitotakuu jne. Yhteissäästö tulee asiakasarvon parantumisena ja tulevana menestymisenä, siis kasvavana myyntinä ja parantuneena kilpailukykynä. Mutta tämä säästö on paljon suurempi kuin perinteisen kustannus- tai tuloslaskennan osoittama.
Kun kehitys- ja projektikulut ovat samat molemmissa tapauksissa, päädytäänkin kustannuslaskennalla tappiolliseen toimintaan tai korkeintaan pieneen säästöön suhteessa laskettuun, kuten esimerkit osoittavat niin tuote- kuin myös tuotanto- ja palvelutilanteissa.
Lean ja Six Sigma hukka ja hävikki ≠ kustannus liikekirjanpidossa, mutta kehityskulut ovat molemmissa samat! Tämä ongelma on niissä yrityksissä, jossa Leania ja Six Sigmaa on lähdetty soveltamaan puhtaasti kustannussäästö mielessä. Yritysjohdolta ja kehittäjiltä vaaditaan hyvää ”mielikuvitusta” ja selitystaitoa selittää tappiot voitoksi!
Tuote vai prosessi?
Kumpi pitää laittaa kuntoon ensin tuote/palvelu vai prosessi. Toyotalla on tähän selkeä viesti: tuote, kysyntä, demand. Jos ei ole kysyntää, ei myöskään ole virtausta!
Kiichiro Toyoda on maininnut kehitysjärjestyksen, vision:
- Nolla virhettä (Zero loss, demand)
- 100 % lisäarvo (Zero waste, flow)
- Yhden kappaleen virtaus (leveling)
- Varmuus työpaikasta
Miten voi edetä Lean Six Sigmassa kannattavasti?
On kuitenkin mahdollista kohdistaa Lean Six Sigma -projekti myös niin, että hukka ≈ kustannus tai ainakin suurimmalta osalta, jos projekti valitaan oikein. Esimerkiksi materiaali-, energia-, alihankinta/kapasiteettisäästö on hukka ja kustannus, joista löydetään sopiva tuloslaskelmarivi / kustannusluokka. Henkilökustannusta ei yleensä Toyotalla ja Leanissa hyväksytä hukaksi vaan se on suojattu resurssi, ”Varmuus työpaikasta”!
Kohdistaminen vaatii hyvää liiketoiminnan tuntemusta ja Lean ja Six Sigma -projektien priorisointia. Näin toimien yritys voi samanaikaisesti vähentää hukkaa ja kustannuksia ilman, että joudutaan konfliktiin kustannus- ja tuloslaskennan kanssa. Tämä kompromissistrategia on varmaan ollut myös Toyotan strategia, koska he ovat vähentäneet hukkaa yli 50 vuotta ja jatkavat edelleen!?
Miten voidaan kehitys- ja tuottavuusprojekti valita niin, että kompromissi, punninta, mahdollistuu. Kompromissin tekeminen tarkoittaa optimointia, joka voidaan toteuttaa vain kvantitatiivisesti riittävän hyvien ”yhtälöiden” avulla.
Lean Six Sigmassa mallin tekeminen tapahtuu koesuunnittelulla ja tämän avulla luodulla yhtälöillä sekä Minitabin Optimoijalla. Katso artikkeli ”Tuottavuuden parannus ja mallit”.
Tuotannon virtauksen optimointiin voidaan käyttää johdon harkinnan lisäksi myös Tehdasfysikkaa (Factory Physics), jolla johtaja tai päällikkö voi luoda intuitiivisesti ymmärrettävän matemaattisen mallin tuotannon käyttäytymisestä ja sen hukista ilman koetta ja näin yhdistää Lean tavanomaiseen tulos- ja kustannuslaskentaan.
Tehdasfysiikka
Tehdasfysiikka (Factory Physics) on uusi ja merkittävä kokonaisuus kehitystyökalujen joukossa. Tehdasfysiikka on nimensäkin puolesta kvantitatiivinen ja systemaattinen kuvaus valmistussysteemien käyttäytymisestä. Olemme esitelleet jo aiemmin joissain artikkeleissamme aihetta, Littlen laki, Kingmanin yhtälö jne.
Ymmärtämällä tehtaan, prosessin, hoitoketjun tai yksittäisen työsolun luonnollisen käyttäytymisen kapasiteetti-, aika- ja varastobuffereiden ja eri lakien ja yhtälöiden muodossa, johtaja, päällikkö tai insinööri voi tunnistaa olemassa olevan systeemin parannusmahdollisuudet, suunnitella tehokkaita uusia systeemejä ja tehdä erilaisia valintoja eräkokojen, varastojen, toimitusaikojen ja erilaisten vaatimusten välillä (hinta, aika, laatu ja vaihtelu).
Voit arvaamisen sijaan laskea suoraan tuotteen tai palvelun valmistumisen ajankohdan prosessista tai hoitoketjusta saatavista parametreista. Tehdasfysiikka mahdollistaa priorisoida yhä kannattavammin Lean ja Six Sigma -projekteja ja tuotannon ohjausta niin, että projektit hyödyttävät yritystä ja ovat kannattavia sekä samalla vähentävät hukkaa.
Tehdasfysiikka synkronoi Leanin, Six Sigman ja Tuotannonohjauksen (Teknologia/ ERP/MRP) ja antaa yhteydet eri toimintojen ymmärtämiseksi ja parantamiseksi kvantitatiivisesti intuitiivisesti ymmärrettävien selkeiden yhtälöiden muodossa.
Lean ja Six Sigma -osaaminen
On ollut selvästi havaittavissa, että edellä olevista ”ongelmista” johtuen lyhyistä muutaman päivän 5S tai Lean -työkalujen esittelykursseista on siirrytty laajempiin ja syvällisempiin todellisia muutoksia mahdollistaviin kursseihin, joissa aidosti huomioidaan edellä olevat seikat ja myös ”konflikti”. Erityisen merkittävää on ollut suosion kasvu meidän pitkällä 20-päiväisellä Lean-johtajakurssillamme (Lean Leader), joka rakentuu huolelliseen projektin valintaan ja arvovirtakuvaukseen. Olemme lisänneet Lean-kurssiin kvantitatiivisia menetelmiä virtauksen kuvaamiseen. Projektitulokset ovat erinomaiset.
Lean Six Sigma Black Belt ja Green Belt -koulutusten suosio jatkuu edelleen vahvana. Olemme kouluttaneet yli 16 vuotta Six Sigmaa suomenkielellä, suomenkielisin materiaalein. 2000-luvun puolivälissä perinteinen Six Sigma -kurssi täydentyi kansainvälisen mallin mukaan Leanilla. Siis kvantitatiivinen Lean!
Koulutusten sisältöä on jatkuvasti kehitetty ja täydennetty. Niihin on liitetty yhä enemmän soveltavia osioita välitöiden ja projektien muodossa. Näillä on kaksi tarkoitusta – mahdollisimman nopea ja tehokas oppiminen ja opitun hyödyntäminen. Ja toisaalta yrityksen, eli yleensä rahoittajan, näkökulmasta nopea takaisinmaksu on toivottavaa. Välitöiden ja projektien ansiosta myös me kouluttajina näemme nopeasti, mitkä koulutuksen elementit toimivat ja mitä pitää parantaa koulutuksessa.
Lähteet:
- Brian Maskell, Bruce Baggaley, Larry Grasso: Practical Lean Accounting, Second Edition, 2011
- James P. Womack, Daniel D. Jones: Lean Thinking, 1996
- Jeffery K. Likert: Toyotan tapaan, 2006
- W. Edwards Deming: Out of the Crisis, 1986
- Eero E. Karjalainen: Tuotteen ja prosessin optimointi – Taguchi menetelmä, 1989
- Bryan Jones: Identifying Real Cost Saving in Lean Manufacturing, 2013

Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.