
Niin maailma muuttuu Eskoni! Mikään ei ole niin pysyvää kuin tilapäinen!
Viimeisten vuosikymmenien aikana on tapahtunut erittäin nopea muutos ihmisten välisissä yhteyksissä, analytiikassa ja datassa. Elämme nyt neljättä teollista vallankumousta (Industry 4.0), informaatio- ja kyberfyysistä aikaa/1/.
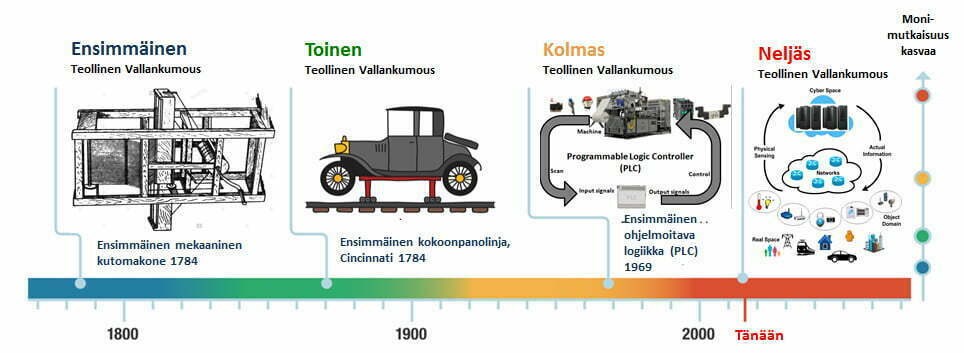
Neljäs teollinen vallankumous on digitaalista toimintaa. Se on johtanut muutoksiin valmistustehokkuudessa, toimitusketjun suorituskyvyssä, toimitusajoissa tuoteinnovaatioissa ja laatutekniikassa. Neljäs vallankumous toi laatutekniikkaan informaatiolaadun ja Lean Six Sigman.
Neljäs teollinen vallankumous on luonut digitaalista raaka-ainetta käyttävistä yrityksistä teollisia jättiläisiä kuten Googlen, Facebookin, Amazonin ja Applen. Bitit ja informaatio ovat syrjäyttämässä teräksen!
Samat muutokset, jotka ovat näiden ”jättiläisten” syntymisen takana, pitäisi huomioida laatujohtajien ja laadun ammattilaisten, sillä laadun parantaminen ja laadunohjaus ovat tärkeimpiä neljännen teollisuuden ajureita. Tyypillistä tälle ajalle on monimutkaisuuden kasvu (kuva). Monimutkaisuuden ja onnistumisen (laadun) välillä on positiivinen korrelaatio. Mitä monimutkaisempi on tuote, sitä parempaa laatua (sigmatasoa) vaaditaan onnistumiselta.

RTY = ensimmäisellä kerralla oikein, läpivyörytetty saanto
Kuvaan piirretty karkeasti 90 % onnistumiskäyrä komponenttien ja niiden sigmatason funktiona. Tämä voidaan saavuttaa vain prosessin suorituskykyä (sigmatasoa) parantamalla. Parantaminen on syrjäyttämässä valvonnan ja tarkastustoiminnan keskeisinä laadun ja ohjauksen toimintoina. Ovatko nämä muutokset ja uudet toimintatavat siirtyneet käytännön laatutyöhön? Onko yrityksessä Lean Six Sigma -organisaatiota?
Lukuisissa keskusteluissa johtajien ja laatuhenkilöiden kanssa olen huomannut, että yrityksissä ei ole strategiaa ja ajatusta siitä, kuinka ottaa haltuun tämä valtava muutos monimutkaisuuden kasvussa. Ajatellaan, että sama laatujärjestelmä, joka toimi aikaisempien tuotteiden osalta toimii myös uusien monimutkaisempien tuotteiden ja valmistusmenetelmien osalta. ISO 9001:2015 viitoitti jo laatu 4.0 tielle ”poistamalla” byrokraattiset pakolliset laatukäsikirjat, dokumentoidut menettelyt, ennaltaehkäisevät menetelmät, laadun delegoinnin. Standardiin ”lisättiin” johdon vastuuta, muutosten suunnittelua, riskien selvittämistä ja erityisesti laatutavoitteiden määrittämistä. Oikein tulkittuna kysymys on yrityksestä pienentää vaihtelua ja samalla riskiä.
Mikä on laatua 4.0?
Laatu 4.0/1/ on Teollisuus 4.0 -teknologioiden soveltamista laatuun, mutta ei kuitenkaan tekniikkaa. Kyse on siitä, miten parantaa laatukulttuuria, yhteistyötä, osaamista ja johtajuutta. Kysymys on myös johtamisjärjestelmien digitaalisesta muutoksesta ja vaatimustenmukaisuudesta.
Laatu 4.0:n on tuonut mukanaan useiden alojen tekniikan kehitysluettelo, jotka yhdessä mahdollistavat innovaatioita, uusia näkemyksiä, ihmisten välisiä yhteyksiä ja ihmisten ja koneiden välisiä yhteyksiä ja valitettavasti myös monimutkaisuutta. Seuraavassa muutamia keskeisiä innovaatioita:
- Halvat anturit ovat mahdollistaneet suuret määrät dataa. Laitteet voivat olla valmistuskoneita, testauslaitteita, kuljetusketjuja, kulutushyödykkeitä tai vaikkapa betonin sisään valettavia kosteusantureita.
- Internet ja Some ovat mahdollistaneet uusia työmalleja, etätyötä ja esimerkiksi lohkoketjuteknologiat tarjoavat lähitulevaisuudessa hajautetun kirjanpidon, josta seuraa kaikkien arvoketjun toimijoiden toimia. Mahdollisesti mullistaa pankkitoiminnan.
- Big Data. Antureista saatuja tietoja sekä sosiaalisen median, videon, perinteisten liiketoimintajärjestelmien, perinteisten käyttöjärjestelmien ja muiden lähteiden tietoja voidaan lähettää takaisin keskitettyihin tietokantoihin, jotka muodostavat suuria määriä Big Data -tietokantoja.
- Koneoppiminen tai tekoäly ovat analyysitekniikoita, jotka sivuavat Big Datoja sekä perinteisiä tietoja ja paljastavat uusia mahdollisuuksia ja ratkaisuja. Perinteiset metrijärjestelmät voivat tunnistaa vain tarkastuksen tulosten määrän tai määrittää parametrien keskihajonnan. Tekoäly analysoi tiedot ja määrittää lisäksi tietojen poikkeamat, erityissyyt, joita voidaan käyttää hälytysten antamiseen, ennustaa tulevia tapahtumia tai jopa tekee itsenäisiä päätöksiä.
Lean Six Sigma 2.0
Yksi tilastotekniikan ja laatuammattilaisten ensisijaisista tehtävistä on auttaa organisaatioita ratkaisemaan ongelmia ja parantamaan niiden suorituskykyä.
Lean Six Sigma on osoittanut vuosikymmenien aikana tähän mennessä tehokkaimmaksi lähestymistapa parannuksiin. Kysymys on siitä, onko tarvetta edelleen parantaa nykyistä Lean Six Sigmaa vieläkin parempien tulosten saavuttamiseksi. Onko Lean Six Sigma oikeutettu uuteen versioon 2.0?
Lean Six Sigman huikea 30:n vuoden historia
Six Sigman historia ulottuu Motorolaan ja vuoteen 1987. Motorola joutuu yli 30 vuotta sitten kovaan ulkomaiseen kilpailuun hakulaitteissa (page). (Tätä minäkin kannoin vuosia. Ilmoitti, milloin puhelu tuli lankapuhelimeen… ja sitten tuli kännykkä!). Motorolan oli parannettava laatua ja alennettava kustannuksia. Motorola pystyi tekemään molempia; parantamaan samanaikaisesti tuotteiden laatua ja laskemaan kustannuksia Six Sigman, MAIC-prosessin avulla. Tätä pidettiin ihmeenä. Monet elektroniikkavalmistajat näkivät Motorolan menestyksen ja seurasivat nopeasti perässä ja aloittivat omat Six Sigma -projektinsa. Motorola voitti USA:n presidentin laatupalkinnon, Malcom Baldrige, 1988.
Vuonna 1995 General Electric (GE):n toimitusjohtaja Jack Welch ilmoitti, että Six Sigma tulisi olemaan GE: n historian suurin tuottavuuden kehittämistoimenpide, ja se olisi samalla hänen henkilökohtainen nro 1 prioriteetti seuraavien viiden vuoden aikana. GE saavutti satojen miljoonien dollarien säästöt ja pörssikurssin nousun. GE kehitti Six Sigmaa ottamalla käyttöön määrittelyvaiheen (Define) MAIC-prosessiin. Näin syntyi DMAIC. GE sovelsi Six Sigmaa myös valmistuksen ulkopuolella palvelu ja rahoitusliiketoimintaan (GE Capital). Syntyi palvelun Six Sigma.
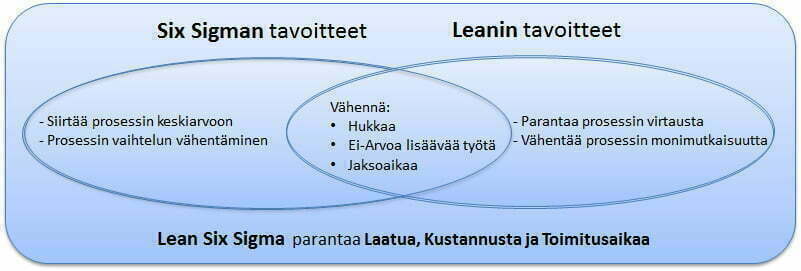
Jo vuonna 2003 havaittiin Six Sigman rajoitukset. Toyota oli kehittänyt kokoonpanolinjoille useiden vuosikymmenien aikana yleisesti hyväksyttyjä huippuosaamisen periaatteita ja parantanut näillä tehokkaasti kokoonpanoa. Nämä periaatteet, joita kutsutaan leaniksi, jäivät usein huomiotta Six Sigma -hankkeissa, koska niitä ei silloin yksinkertaisesti tunnettu. Michael L. George suositteli, että Six Sigmaan tulisi liittää lean periaatteet ja luoda laajempi kehitysohjelman Lean Six Sigma, jolla parannetaan laatua, kustannusta ja toimitusaikaa. (Michael L. George, Lean Six Sigma: Combining Six Sigma Quality With Lean Speed, 2002).
Lean Six Sigman merkittävin etu on se, että se minimoi epätervettä yrityksen sisäistä kilpailua Lean- ja Six Sigma -käyttäjien välillä. Samalla se laajensi ongelmien laajuutta, jotka voitaisiin käsitellä tehokkaasti yhdellä DMAIC-prosessilla.
Six Sigman kehittyminen
Taulukossa Six Sigman kehitysaskeleet:
Taulukko 1. Six Sigman kehittyminen.
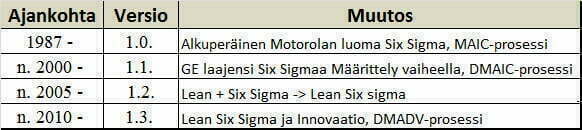
Parannukset ovat olleet tähän mennessä pieniä lisäyksiä. Motorolan alkuperäistä Six Sigmaa kutsutaan Six Sigma 1.0:ksi. Tämä menetelmä keskittyi valmistukseen ja olemassa olevien prosessien parantamiseen.
Viime aikoina tutkijat ja ammattilaiset ovat tutkineet Lean Six Sigman ja innovaation välistä suhdetta. Asiasta ollaan edelleen useaa mieltä. Joissain yrityksissä on jopa kielletty Six Sigman (DFSS) käyttö innovaatiotoiminnoissa ja joissain siihen kannustetaan vahvasti.
Lean Six Sigma perustuu tieteelliseen menetelmään, joka on synnyttänyt luovuutta ja nopeuttanut innovaatiota vuosisatojen ajan. Pitkällä aikavälillä organisaatioiden on pystyttävä toimimaan tehokkaasti, parantamaan jatkuvasti olemassa olevia toimintojaan ja innovatiivisesti kehittämän uusia tuotteita ja palveluita. Lean Six Sigma voi parantaa organisaation innovaatiokykyä ja innovaatioita. Tästä muodostuu Lean Six Sigman versio 1.3.
Lean Six Sigma 1.3 -rajoitukset
Lean Six Sigma 1.3:sta on paljon hyvää sanottavaa. Se kattaa monipuolisesti sovellusalueet, internet-kaupasta ja muista huipputekniikan aloista terveydenhuoltoon, rahoitukseen ja tietenkin valmistukseen. Se sisältää keskeiset Toyota-tuotantojärjestelmän (TPS) avainperiaatteet. Tutkimus on osoittanut selkeän, synergisen suhteen Lean Six Sigman ja innovaatioiden välillä ja osoittanut, kuinka DFSS -hankkeita käytetään sovellettaessa innovatiivisia konsepteja markkinoilla (GE CT Scanner, https://www.youtube.com/watch?v=1FWknU5_brc).
Näistä eduista huolimatta on kuitenkin olemassa tärkeitä rajoituksia, joihin Lean Six Sigmaa ei ole käytetty:
- Ei vieläkään kata kaikkia ongelmia kuten
- Yksinkertaiset ongelmat
- Suuret, monimutkaiset ei-strukturoidut ongelmat
- Ei tue rutiini ongelmanratkaisua (Problem solving)
- Ei muodosta täydellistä laatujohtamisen systeemiä
- Ei käytä hyväksi Big Data -analytiikkaa
- Ei sisällä modernia riskiperusteista johtamista
Lean Six Sigma 1.3 ei ole kaikkein sopivin lähestymistapa kaikkiin projekteihin. Sinulla on ongelma, mutta sen ratkaisu on jo tiedossa. Tämä ei välttämättä tarkoita, että ratkaisu on helppo toteuttaa tai se on vähäpätöinen. Ongelman ratkaisemisessa ei kuitenkaan ole tarvetta analysoida tietoja, joista etsitään ratkaisua. On vain varmistettava, että työtä tekevillä ihmisillä on oikeat taidot, kokemukset ja menettelyt tunnetun ratkaisun asianmukaiseksi toteuttamiseksi. Kysymys siitä, onko ratkaisu tiedossa tai tuntematon, on avainasemassa menetelmän valinnassa. Katso kuva 4. Tärkeä asia on se, että Six Sigmaa ei tarvittu, eikä siitä ehkä ole edes hyötyä. Menestyksen varmistamiseksi tarvitaan kuitenkin jonkinlaista muodollista projektinhallintajärjestelmää – DMAIC.
Leanin integrointi Six Sigmaan on auttanut välttämään liian voimakasta liityntää Six Sigmaan ja näkemään kaikki ongelmat Six Sigma -ongelmina. Lean voi olla asianmukainen menetelmä tietylle ongelmalle ilman kaikkia Six Sigma -menetelmiä. Leanissa on periaatteita, jotka tarjoavat erinomaisia ratkaisuja tiettyihin ongelmiin. Kuitenkin, kuten Six Sigma ei ole sopiva kaikkiin ongelmiin, niin ei myöskään Lean ole sopiva siirtämään prosessin keskiarvoa ja vähentämään vaihtelua.
Aina kun valitset ongelmanratkaisumenettelyn ennen kuin olet selvästi dokumentoinut ongelman, olet alttiina pakkosovitukseen. Ensin pitäisi tuntea ongelma ja vasta sitten valita paras lähestymistapa, jolla löydetään ratkaisu.
Johtolanka parhaan lähestymistavan valintaan voi antaa SPC ja erityissyy-satunnaissyy-luokittelu ja toisaalta nelikenttä, onko ratkaisu tunnettu vai ei ja onko ongelma monimutkainen vai ei.
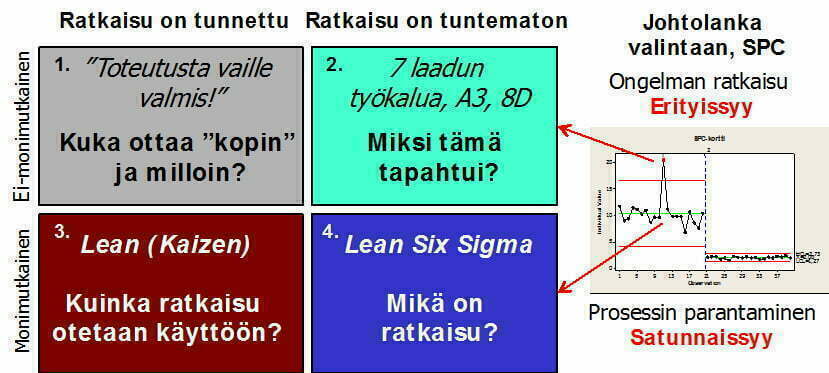
Lean Six Sigma 1.3 ei sisällä kuvan mukaan tavanomaista ongelmanratkaisua (1). Oletetaan, että valmistuslinjalla tapahtuu konerikko klo 15.30. Nyt ei ole aika koota Six Sigma -tiimi keräämään tietoja ja tutkimaan ongelmaa muutaman kuukauden ajan. Jonkun täytyy korjata kone. Rutiininomainen ongelmanratkaisu tarkoittaa päivittäistä ongelmanratkaisua, joka esiintyy kaikissa organisaatioissa, tyypillisesti reaaliajassa.
Joitakin ongelmia ei ole helppo ratkaista rutiininomaisesti (2, 3). Oletetaan esimerkiksi, että konerikko on tänä vuonna tapahtunut viisi kertaa. Miksi tämä ongelma toistuu? Tämän korkeamman tason ongelman ratkaisemiseksi tarvitaan todennäköisesti tiimi ja jokin muodollinen menetelmä 8D tai ehkä Six Sigma. Rutiininomainen ongelmanratkaisu on tärkeä osa jatkuvaa parantamista; aina ei kuitenkaan tarvita Lean Six Sigmaa – eikä ole aikaa – tehdä pitkää projektia. Välittömiä ratkaisuja tarvitaan.
Pohjimmiltaan, Lean Six Sigma 1.3 on projektipohjainen menetelmä parannuksen ajamiseen, mutta se ei ole täydellinen laatujärjestelmä (QMS). Toisin sanoen se ei korvaa ISO 9000 -laatujärjestelmää eikä ole laatujärjestelmä.
Vähäiset mukautukset Lean Six Sigma 1.3:een eivät korjaa näitä rajoituksia. Pikemminkin tarvitaan uusi paradigma. Thomas Kuhn totesi, että uuden paradigman tarve tunnustetaan, kun ongelmien luettelo, jota nykyiset paradigmat eivät ratkaise, muuttuu liian pitkäksi, jotta sen voi jättää huomiotta.
Aika tehdä hyppy uuteen Lean Six Sigma 2.0:aan?
On kulunut jo yli 30 vuotta siitä, kun Six Sigma on otettu käyttöön. Tällä välin maailma ja sen tarpeet ovat muuttuneet. Tästä seuraa, että laadunparannukseen on luotava uusi paradigma, joka on kokonaisvaltainen parannus, jota kutsutaan Lean Six Sigma 2.0: ksi.
Tämän lähestymistavan on sisällettävä erilaisia parannusmenetelmiä erilaisiin ongelmiin, integroiduttava yhteiseen laatujärjestelmään ja ratkaistava edellä kuvatut ongelmat Kuva 4 ongelmaluokat 1-4.
Miltä uuden paradigman tulisi täyttää, jotta siitä muodostuisi Lean Six Sigma 2.0? Vastaus on selvä: tarvitsemme kokonaisvaltaisen parannuksen paradigman eli järjestelmän, joka ei perustu johonkin tiettyyn menetelmään.
Uuden paradigman on lähdettävä parannuksesta kokonaisuutena ja luotava sopiva menetelmä ja lähestymistapoja, jotka mahdollistaisivat organisaation käsitellä kaikki tunnistetut parannustoimenpiteet.
Holistinen paradigma kääntää ympäri tyypillisen parannuksen ajattelutavan. Perinteisesti laatukirjat, artikkelit ja konferenssin esitykset keskittyvät tiettyyn menetelmään ja tyypillisesti ylistävät tätä menetelmää ylitse muiden, ainakin tiettyjen ongelmien osalta. Esimerkiksi Six Sigma, Lean tai TRIZ -kirjoja on helppo löytää, jossa esitellään pelkät menetelmät.
Löytyy vain vähän kirjoja/3/, jotka käsittelevät kokonaisvaltaista parannusta. Vasta sen jälkeen, kun ongelmat on tunnistettu ja diagnosoitu, voidaan valita ja soveltaa menetelmiä. Yksittäisiä menetelmiä voidaan sitten soveltaa erityisiin ongelmiin, joissa ne ovat tarkoituksenmukaisimpia. Toisin sanoen, kokonaisvaltainen parannus on työkaluriippumaton – työkalut ovat ”kuinka” eikä ”mitä”. Parannus on mitä ja MITÄ on holistisen parannuksen painopiste.
Kokonaisvaltaisen parannusjärjestelmän kehys
Kokonaisvaltaisen (holistinen) parannusjärjestelmän ylätason kehys on kuvassa.

Kaikki parannukset alkavat liiketoiminta- ja organisaatiokontekstista, jossa määritellään yleiset parannustarpeet ja -mahdollisuudet. Tarpeet ja mahdollisuudet riippuvat suuresti johtamisesta, jota organisaatiossa harjoitetaan. On selvää, että kokonaisvaltainen parannus on strateginen lähestymistapa.
Kokonaisvaltaisella parannussysteemillä on kolme ratkaisevaa elementtiä kuten Juranin trilogiassa, mutta nyt yhteen ”pakettiin” käärittynä:
- Laadun suunnittelu (Quality by Design), joka keskittyy innovaatioon ja uuden liiketoiminnan kehittämiseen, uusien tuotteiden ja prosessien kehittämiseen.
- Läpimurtoparannus (Breakthrough Improvement), joka kattaa suurimman osan siitä, mitä perinteisesti pidetään jatkuvana laadun paranemisena.
- Laatu- ja prosessien johtamisjärjestelmät (Quality and process management systems), joka on laadun ”puolustava” näkökohta eli prosessien hallinta – tämä on prosessinhallinnan ylläpitoa, jolla estetään virheiden ja erheiden esiintyminen.
Nämä rakennuspalikat linkitetään ja sekvensoidaan, kuten kuva esittää. Tuloksena on vaikuttavat ja kestävät tulokset, mikä vuorostaan parantaa liiketoiminnan ja organisaation kontekstia. Sykli jatkuu takaisin liiketoiminta- ja organisaatiokehykseen.
Rakennuslohkojen sisällä käytetyt näytemenetelmät ja lähestymistavat on esitetty kuvassa
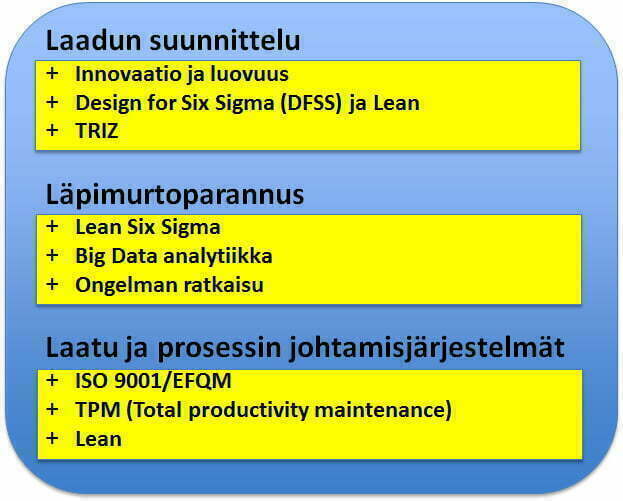
Valitut menetelmät ja sekvenssit riippuvat ongelmasta tai mahdollisuudesta, jota on käsitelty. Muita menetelmiä ja lähestymistapoja voidaan tarvittaessa lisää.
Parannuksen käsitteleminen kokonaisvaltaisesta näkökulmasta keskittyy siihen, missä sen on oltava ongelman ja parannustarpeen kannalta, sillä menetelmät ovat tärkeä mutta toissijainen näkökohta kokonaisvaltaisessa parannuksessa.
Tämän seurauksena parannusjärjestelmän vaikutukset ja alemman tason tulokset lisääntyvät ja kestävät ajan myötä.
Lean Six Sigma 2.0 ja koulutus
Lean Six Sigma 2.0 tarvitsee ”uuden” laajemman koulutusjärjestelmän. Nykyisen sertifiointiin oikeuttavan Six Sigman vähimmäiskesto on ilmaistu SFS ISO 13053:ssa ja ISO18404 (EN) standardeissa.
Taulukko 2. Sertifioidun Six Sigma ammattilaisen vähimmäiskoulutusmäärät SFS ISO 13053:n ja ISO 18404 (EN) mukaan.

Lisäksi kaikilta muilta kuin Keltainen vyö (Yellow Belt) vaaditaan hyväksyttävät projektit.
On itsestään selvää, että edellä olevan taulukon vähimmäiskestoajat eivät voi sisältää uuden laajennetun kokonaisvaltaisen Lean Six Sigma 2.0 -koulutusta. Tarvitaan vähintään viikosta kahteen, jotta uudet aihealueet sopivat opetussuunnitelmaan. Vanha Lean Six Sigma -pohja ei siis häviä vaan täydentyy ja laajenee. Jo nyt on hyvä hankkia Lean Six Sigma 1.3:n osaaminen ja sertifikaatti.
Yhteenveto
Maailma muuttuu, menetelmät muuttuvat ja keinot hallita yhä monimutkaisempia ja integroituneita systeemejä muuttuvat. Laatutekniikan kehitys seuraa tätä muutosta. Uutta Lean Six Sigma 2.0 suunnitellaan ja kokeillaan. Itse asiassa kysymys on jo olemassa olevien koulutuspakettien liittämisestä onnistuneesti kokonaisuuteen. QKK:ssa on lähes kaikkia ”uusia” aiheita koulutettu ja koulutetaan erilliskursseilla.
Uudet työt ja uudet ympäristöt vaativat yhä enemmin laadun hallintaa, koska on oletettavissa, että uudet systeemit eivät yksinkertaistu vaan tulevat yhä monimutkaisimmiksi ja vaikeammiksi valmistaa. Onneksi laadun kehitys näyttää integroituvan yhteen järjestelmään, Lean Six Sigma 2.0:aan, jolla voidaan käsitellä niin suunnittelu-, parannus- kuin laatu- ja prosessijohtamisjärjestelmät.
Lähteet:
- Dan Jacob: Quality 4.0 Impact and Strategy Handbook – Getting Digitally Connected?to Transform Quality Management, LNS Recearch
- Eero Karjalainen: http://www.qk-karjalainen.fi/fi/artikkelit/palvelun-ja-tuotteiden-laatu-ja-lean-six-sigma/
- G. Langley, R. Moen, K. Nolan, T. Nolan, G. Norman, L. Provost; The Improvement Guide – A Practical Approach to Enhancing Organizational Performance, 2009
- Ronald Snee, Roger W. Hoerl: Leading Holistic Improvement with Lean Six Sigma 2.0, 2018
- Ronald D. Snee ,Roger W. Hoerl: Time for Lean Six Sigma 2.0?, Quality Progress, May 2017
- Ronald D. Snee ,Roger W. Hoerl: Strategic Structure—The Big Picture, Quality Progress, June, 2017
- SFS ISO 13053 1-2″ PROSESSIN KEHITTÄMISEN KVANTITATIIVISET MENETELMÄT. SIX SIGMA. OSA 1: DMAIC-MENETELMÄ”
- ISO18404 (EN) ”Quantitative methods in process improvement — Six Sigma — Competencies for key personnel and their organizations in relation to Six Sigma and Lean implementation”

Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.